

强力磁铁|异形磁铁|磁铁厂家|钕铁硼磁铁 电话咨询 188****7802 手机浏览 纠错/管理
广东粘接钕铁硼电机磁瓦供应商家 东莞市万德磁业供应
收藏 2022-07-25


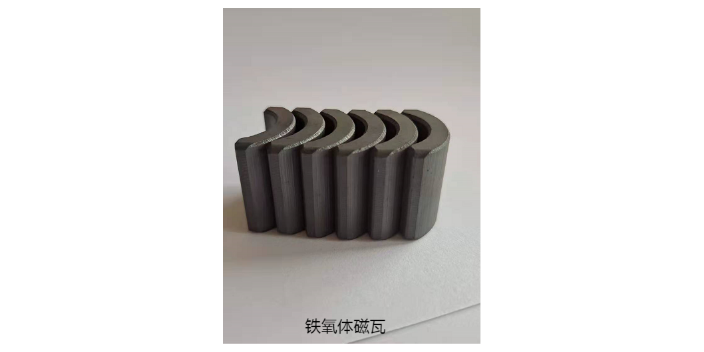
所述转轴(4)的一端固定有连接件(5),另一端固定有分度盘(6),所述底座(1)上固定有限位座(7),广东粘接钕铁硼电机磁瓦供应商家,所述限位座(7)内沿竖直方向开设有滑孔,所述滑孔内滑动设置有滑杆(8),所述滑杆(8)上有着轴肩(801),所述滑杆(8)上套设有弹簧(9),所述弹簧(9)的一端固定在滑孔的底部,另一端固定在轴肩(801)上,广东粘接钕铁硼电机磁瓦供应商家,所述滑杆(8)远离滑孔的一端设立有限位杆(10),所述分度盘(6)的圆周面上对称开设有两个V型裂口(601),所述限位杆(10)卡设在所述裂口(601)内,所述弹簧(9)的轴线与转轴(4)的轴线垂直,所述连接件(5)的外侧端部开设有与所述承载板(2)相匹配的插孔(501),广东粘接钕铁硼电机磁瓦供应商家,所述承载板(2)的上端面开设有开口向上的容纳腔(201),所述容纳腔(201)的底部为透明的玻璃底板(11),所述连接件(5)的外侧端部顶端固定有玻璃盖板(12),所述承载板(2)插设在所述插孔(501)内,玻璃盖板(12)盖设在容纳腔(201)的开口上。2.根据权利要求1所述的磁瓦检验装置,其特点在于:所述转轴(4)上同轴固定有转盘(13),所述转盘(13)的周面上固定有扳手(14)。3.根据权利要求1所述的磁瓦检验装置,其特点在于:所述限位杆(10)的截面呈圆形。东莞市万德磁业有限公司是一家以研发,生产,销售,铁氧体磁瓦。不同类的电机由于其使用的要求和环境不同,必对磁钢有着不同的要求。广东粘接钕铁硼电机磁瓦供应商家
使承载板正面朝上,终从插孔中抽出承载板,取出磁瓦并在承载板的容纳腔内再次铺砌待检查的磁瓦。为了便于旋转转轴,更进一步地,所述转轴上同轴固定有转盘,所述转盘的周面上固定有扳手。推荐地,所述限位杆的截面呈圆形。本实用新型的有益于功效是:本实用新型的磁瓦检验设备通过将多片待外观检查的磁瓦依次铺砌在容纳腔内,然后将承载板插设在连接件的插孔中,目视检查磁瓦的外弧面是不是有裂纹或破损,旋转转轴,在分度盘及限位杆的作用下,承载板旋转180度后自动终止,即可目视检验磁瓦的内弧面否有裂纹或破损,本实用新型可同时目视检验多片磁瓦,不必人工对磁瓦逐个回转检验,提高了工作效率及避免了错检漏检的现象。附图说明下面结合附图和实施例对本实用新型更进一步解释。图1是本实用新型磁瓦检验装置的三维示意图;图2是本实用新型磁瓦检验设备中承载板回转到背面朝上的三维示意图;图3是本实用新型磁瓦检验设备中承载板从插孔中抽出的三维示意图;图4是本实用新型磁瓦检验设备中承载板的三维示意图。图中:1、底座,2、承载板,201、容纳腔,3、立板,4、转轴,5、连接件,501、插孔,6、分度盘,601、裂口,7、限位座,8、滑杆,801、轴肩,9、弹簧。广东粘接钕铁硼电机磁瓦供应商家在磁环的内表面充有磁极,一般用于电机的定子或外转子。
否则磁粉的易磁化方向就不足以充分朝向外加磁场方向,从而形成定向不全然的粘结磁体,这类粘结磁体性能相对低下。注塑成型工艺对应的倾向磁场施加方法主要有两种,一种为内置式,倾向永磁体或电磁铁直接内置于模具中,其磁路构造相对简便,产品磁性一致性相对较好,但常规单一磁体组合倾向磁场强度相对较低,注塑过程取向度较差;另一种为外置式,通过使用若干组电磁线圈安装在模具外部,可以提供足够的倾向磁场,但模具内需通过不同种类导磁/非导磁材料指引磁路。要达到较高的倾向均匀度,对模具加工与磁路设计要求较高。技术实现元素:为化解以上难题,本发明提供一种注塑各向异性粘结钕铁硼磁瓦辐射倾向成型设备。其使用技术方案如下:一种注塑各向异性粘结钕铁硼磁瓦辐射倾向成型设备,包括a类别倾向永磁体、b种类倾向永磁体、c种类倾向永磁体、导磁流道及内模仁、不导磁外模仁,所述a类别倾向永磁体、b类别倾向永磁体、c类别倾向永磁体、导磁流道及内模仁设立在不导磁外模仁内部,所述导磁流道及内模仁设立在不导磁外模仁中心,所述a种类倾向永磁体、b类别倾向永磁体、c种类倾向永磁体环绕导磁流道及内模仁形成一个八边形磁体构造。
将上述加工装配完成的倾向设备安装在规范注塑模架内,组装成一套注塑模具;第二步,将该注塑模具安装在注塑装置中;第三步,将已完成造粒的各向异性钕铁硼粒料加入注塑机料桶中;第四步,注塑机设立合适的注塑温度及注塑压力、速度、时间,其中注塑钕铁硼+pa系列各向异性粒料注塑温度推荐240~270℃,注塑钕铁硼+pps系列各向异性粒料注塑温度推荐285~330℃。其中注塑压力、速度、时间根据产品基准尺码适量调整,调整规范为产品注塑饱满而无异常毛刺或披锋现象;第五步,敞开注塑机,在螺杆储料、注射效用下将熔融粒料射入上述倾向设备内,实际为熔融粒料进入导磁流道内模仁内,沿箭头方向进入模腔内,与此同时,熔融粒料磁粉在倾向设备内磁场作用下完成倾向旋转,终经注射和保压压力下完成倾向成型。本发明兼具有益于功效如下:本发明构造简便,化解了各向异性注塑钕铁硼粘结磁体使用常规内置式永磁倾向取向场低,产品取向度不高等疑问,通过基于halbach阵列及不同标准永磁体组合实现模具内倾向磁场大于1t,从而满足于注塑钕铁硼倾向过程。本发明基于永磁倾向磁路组合设计,实现各向异性注塑钕铁硼瓦型磁体辐射倾向,材质性能(bh)max>11mgoe,产品表面磁感应强度>2000gs。直流电机和无刷电机均会采用磁瓦或磁环,但两者的主要不同点是对其充磁的要求不同。

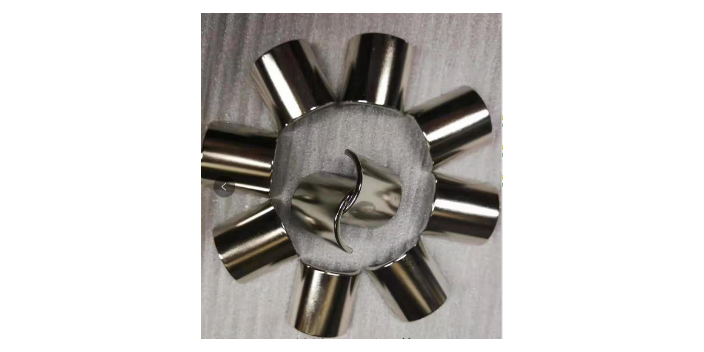
主体部上纵贯设有工艺孔4,两个v形弹片分别一端与主体部连通,另一端朝远离主体部方向弯折延伸形成翻边5,v形弹片包括两条侧边6和联接两条侧边的半圆形连接段7,v形弹片的一条侧边与翻边联接,另一条侧边与主体部连通。如图1和图2所示,翻边和与翻边联接的侧边缘轴向设有插入导引部12,插入导引部倾斜设置,插入导引部的厚度沿轴向日渐增大。通过插入导引部导引磁瓦卡片沿轴向安装于两个磁瓦之间。实施例2如图3所示,本实施例提供了一种涵盖上述磁瓦卡片的电机磁瓦固定构造,包括机壳8、两块磁瓦9、两个磁瓦卡片和底座10。多块磁瓦分别坐落机壳内,多块磁瓦的后端面分别贴合于机壳,磁瓦通过结构胶贴合于机壳内表面,磁瓦的两边分别与机壳之间存在间距11;磁瓦卡片夹持于相邻两块磁瓦之间,磁瓦卡片的一个v形弹片抵压在一块磁瓦的一端,另一个v形弹片抵压在另一块磁瓦的一端,翻边坐落间距内。机壳安装于底座的顶面。安装时,先将两个磁瓦胶接于机壳内表面,磁瓦卡片通过插入导引面沿轴向安装于两个磁瓦之间,同时插入导引面导引翻边进入间距,磁瓦卡片的一个v形弹片抵压在一块磁瓦的一端,另一个v形弹片抵压在另一块磁瓦的一端。辐向充磁——顾名思义,辐向充磁即充磁磁场从圆心向四周辐射。广东粘接钕铁硼电机磁瓦供应商家
而步进电机、无刷电机、同步电机所用磁环有4、6、8、10….等偶数极。广东粘接钕铁硼电机磁瓦供应商家
所述推进单元81滑动连接在所述磁瓦导向槽11上。作为推荐,所述磁瓦推进轴8上设有磁极纠错槽12,所述磁极纠错槽12与所述磁瓦导向槽11数目相同且设立在与所述磁瓦导向槽11对应位置。作为推荐,所述磁瓦导向法兰盘2上设有磁瓦感应报警器22,所述磁瓦感应报警器22设于所述物料槽21侧壁上。作为推荐,所述安装座组件5包括磁瓦导向法兰盘安装座51、磁瓦推进轴安装座52、推进装置安装座53、第二推进装置安装座54,所述磁瓦导向法兰盘2设立在所述磁瓦导向法兰盘安装座51上,所述磁瓦推进轴8设立在所述磁瓦推进轴安装座52上,所述推进设备61设立在所述推进装置安装座53上,所述第二推进设备62设立在所述第二推进装置安装座54上,所述推进设备61、第二推进设备62均与所述磁瓦推进轴安装座52连接。作为推荐,所述磁瓦导向轴1上端设有与电机机壳上的磁瓦定位件7相配合的定位部13。作为推荐,还包括透明盖板4,所述透明盖板4设于所述磁瓦导向法兰盘2上并盖合所述物料槽21。更实际的,启动该工装,电机磁瓦沿物料槽21向磁瓦导向法兰盘2的圆心方向移动,并吸附在磁瓦导向轴1的外表面的磁瓦导向槽11内,此时推进设备61启动,推进装置61促进磁瓦推进轴8向上移动。广东粘接钕铁硼电机磁瓦供应商家








我是采购商/买家
发布采购需求,免费帮您挑选优质企业
最新供应
攀枝花电气施工总承包 服务至上 成都鑫众泰通用电气供应93LC46B-I/SN 深圳市硅宇电子供应上海电阻器行情走势 上海众邦工贸供应无锡整体浴室设计 可灵纳 无锡百本木家进出口贸易供应无锡全屋设计产品问题解决方案 可丽娜 无锡百本木家进出口贸易供应普陀区人工生鲜配送销售 上海潜裕农副产品配送供应手持式多通道紫外成像仪 蔚云光电供应汕尾国为石膏线模具 欢迎来电 广东国为建材科技供应青铜峡粮食白酒怎么样 宁夏寰九文化供应荆门会议平板一体机 武汉盛显优视电子供应双鸭山灰口铸铁厂 诚信服务 常州钜苓铸造供应上海液压液压站设备 庞丞流体科技供应兰州轴承检测怎么样 甘肃金科机电检验检测供应辽宁国产血糖试纸品牌 亿家宜护供应上海双扉隔离机工厂 上海柔龙科技供应苏州短管旋槽机标准 诚信服务 苏州博玛特自动化设备供应苏州长管旋槽机 创造辉煌 苏州博玛特自动化设备供应虹口区全程生鲜配送商家 上海潜裕农副产品配送供应固原白酒供应商 宁夏寰九文化供应常德定制电脑活动设备租赁费用是多少 推荐咨询 湖南七隆租信息科技供应东莞电子工业废水回用系统费用 东莞市华清环保工程供应广西特别怀螺香牛肉粉生产厂家 广西优悦食品供应广东国际空运经历 深圳市鹰龙供应链供应上海数控车床测量仪技术 推荐咨询 马波斯测量设备供应昆明运动赛事承办活动公司怎样收费 云南比兰广告供应上海高精度车床测量仪技术 欢迎咨询 马波斯测量设备供应山西灰口铸铁去哪买 和谐共赢 常州钜苓铸造供应甘肃直流充电桩结构 上海稳利达电力电子供应广西铝合金切削液 宁波安斯贝尔润滑科技供应定做标识标牌供应 苏州优冠标识供应